
冲压轴承知识:冲压工艺 |
1.冷冲压通常指在室温下利用冲压模具在压力机作用下对村料施 加压力,使其产生分离或变形,从而得到所需特定制件的加工方法。 2.冷冲压加工工序:a.分离工序:高于强度极限。 b.变形工序:介于屈服极限与强度极限之间。 基本工序:a.冲裁:落料、冲孔、切断、切边、剖切、切舌 b.弯曲:压弯、卷边 c.拉伸 d.成开:翻边、缩口、胀形、起伏
3.曲柄压力机组成:床身、运动系统、离合器、制动器、上模紧固装置、滑块位置调节装置、打料装置、导轨、安全块、漏料也。 4.曲枘压力机主要技术参数: a.公称压力(吨位):指压力机曲柄转到离下止点一定角度(公称压力角,30o)时,滑块上容许的最大工作压力。 公称压力>实际所需的冲压力 b.滑块行程:滑块从上止点到上止点的距离。 c.压力机装模高度:滑块移动到下止点时,滑块底平面到工作的垫板上平面的高度。 最小装模高度<模具闭合高度<最大装模高度 5.其他压力机 偏心压力机:滑块行程可变 开式曲柄压力机:机床前、左、右三个敞开呈C字形中小型压力机采用。 闭式曲柄压力机:只能通过前后方向送料(大中型) 单点、双点和四点压力机:由一个、两个或四个连杆同步驱动滑块。
二、 1.三向应变相加=0、体积不变 2.弹塑性共存定律 三、 1.冲孔:封闭曲线以外为制件 落料:封闭曲线以内为制件 2.冲裁变形过程的三个阶段: a.弹性变形阶段。 b.塑性变形阶段 c.分离阶段 3.冲裁断面四部分:圆角带、光亮带、断裂带、毛刺。 4.冲裁间隙:冲裁模凸、凹模刃口之间的尺寸差。 a.间隙对零件质量的影响: 间隙过小:二次前柜、第二光亮带。落料件心寸增大、冲孔件孔径减小 间隙过大:二次拉裂、断面出现两个斜度。冲孔件尺寸增大、落料件尺寸减小 b.间隙对冲裁力的影响: 意味隙增大冲裁力一定和度上减小,但间隙增大当适当,否则零件毛刺增大,卸料力、顶件力增大,刃口磨损增大。 C.间隙对模具寿命的影响: 模具的失效形式:磨损、崩刃、变形、胀裂、断裂等。 适当大的间隙可延长模具寿命。 5.影响冲裁件尺寸精度的因素主要有: 模具的制造精度、冲裁模间隙、材料性质、冲裁件形状 6.排样方式:有废料排样、少废料排样、无废料排样 7.搭边:排样中相邻两个工件之间的余料或工件与条料边缘间的余料。 搭边作用:补偿定位误差和保持条料有一定的强度和刚度,防止由于条料的宽度误差,送进步距误差,送料歪料等而冲裁出残缺废品、保证送料的顺利进行,保证制件质量。
影响搭边值大小的因素: 材料的力学性能、材料的厚度增大搭边值增大、工件的形状和尺寸、排样的形式及送料挡料方式。 8.降低冲裁力措施:a.阶梯冲裁(先冲大孔)b.斜刃冲裁(冲孔时凸模斜、落料时凹模斜)c.加热冲裁d.增大冲裁间隙 9.凸、凹模配作加工,模具间隙由配作保证,可放大基准件的制造公差。 10.冲裁模按工序性质分为:落料模、冲孔模、切口模、剖切模、切边模 按工序组合方式:a.单工序模(简单模):一个行程一个冲裁工序 b.连续模(级进模。跳步模):一次行程 ,不同位置同时完成两个或两个以上工序 c.复合模:同一位置完成两个或两个以上 按导向方式:无导向模、导板模、导柱模、导筒模等 11.常见的定位零件:挡料销、定位销、导正销、侧刃和导料尺(导尺)等。 12.卸料结构是用于将条料、废料从凸模上卸下的装置,分固定料装置、弹压卸料装置。 固定卸料装置:卸料力大,卸料可靠,但冲裁时坯料得不到压紧,用于较硬、较厚且精度不高的工件冲裁。 弹压卸料装置:对卸料力要求较大,卸料力由弹性组件提供,卸料力一般较小,可采用刚弹 性结合的卸料装置。 四、 1.弯曲变形特点: a.弯曲变形主要发生在弯曲带中心角范围内,以外直边部分越远,变形越小。 b.应变中性层:靠近凹模外侧纤维切向受拉伸长,靠近凸模内侧纤切向受压缩,在拉伸与压缩之间有一个既不伸长也不缩短的中间纤维层,称为应变中性层。 c.相对弯曲斗径r/t越小,弯曲变形程度增大,由于体体积不变,变形区的变薄使板料长度略有增加。 d.变形区的断面:内层受压缩,宽度增加 内层受拉伸,宽度减小。 2.弯曲变形时的应变状态: a.长度方向(切向):外侧伸长应变,内侧压缩应变 b.厚度方向(径向):根据塑性变体积不变 板料外侧:厚度方向为压缩应变 板料内侧:厚度方向为伸长应变 c.宽度方向(轴向): 窄板(b/t<=3):外侧压缩应变,内侧伸长应变 宽板(b/t>3):外侧、内侧应变近似为零 3.弯曲变形的应力状态: a.宽板弯曲是三维应力状态、平面应变状态 b.窄板弯曲是平面应力状态、三维应变状态 4.影响最小相对弯曲半径的因素: a.材料力学性能:塑性增大,断后伸长率减小,最小相对弯曲半径减小 b.弯曲带中心角减小,弯曲半径减小 c.板料的热处理状态:退火板材塑性好,Rmin/t减小 d.板料的边缘及表面状况:应去除大毛刺,将毛刺较小的一面朝向弯曲凸模 e.板料的弯曲方向: 折弯线与纤维组织方向垂直,Rmin/t最小 折弯线与纤维组织方向平行,Rmin/t最大 当弯曲件具有两个折弯线且相互垂直时,应使折弯线与纤维方向保持45o角度 5.弯曲回弹:板料常温下弯曲由弹塑性变形两部分组成卸载后,弹性变形完全消失,塑性变形完全保留下来,使弯曲件的弯曲半径与弯曲角发生变化。
6.影响回弹量的因素: a.材料力学性能:回弹大小与材料屈服强度成正比与弹性模量E成反比 b.相对弯曲半径r/t:回弹随r/t增大而增大 因为,当r/t增大时,弯曲变形强度减小,其中塑性变形和弹性变形成分均减小,但总变形中弹性变形所占比例增,这也是大曲弯半径难以弯曲成形的原因。 c.弯曲工件的形状:U形比V形回弹小,-1-1-回弹小于U形 d.模具间隙::根据塑性变体积不变模单边间隙Z/2增大,回弹增大,Z/2<t时,处于挤压状态,可能产生负回弹。 e.弯曲力:弯曲力增大,回弹减小
7.减小回弹量的措施: 1改善制件结构,提高材料塑性 a.弯曲处压出加强盘b.尽量选弹性模量E大而屈服极限低的材料c.硬材料或冷件硬化材料先退火。 2采用正确的弯曲工节 a.采用校正弯曲b.采用拉弯工艺 c.采用端部加压弯曲 3改善模具结构、补偿回弹 8.板料弯曲时,中性层长度不变 五、拉伸 1.拉伸时,径向受拉应力,切向受压应力 材料径向相对向处流动(向开口方向流动) 2.拉伸过程主要破坏形式: a.凸缘起皱b.底部处圆旬相接处板料破裂 3.起皱是一种塑性变形失稳现象 起皱原因:压应力所带来压杆失稳 ,变形区的应力不均匀和剪应力作用。 4.起皱的形式:a.外皱:压力圈下凸缘材料的起皱b.内皱:其他位置的起皱 5.对于圆筒形件:起皱主要是由于凸缚的切向压应力超过了板材临界压应力引导起压杆失稳。 6.材料性能:a.塑性应弯比越大越好b.板材硬化指数n越大拉深性能越好 7.拉伸系数m m=d/D表示拉伸时的变形程度。m减小变形程度增大,起皱趋向增大 8.毛坯尺寸计算时按面积相等原则。 9.防止起皱措施: a.采用便于调节压边力的压边装置b.采用锥形凹模c.采用拉伸筋d.采用反拉伸。 10.拉伸件产生拉裂的根本的原因在于筒壁下端与外圆角相接处,即危险截面处的应变过大导致壁厚过分变薄,无法承受最大拉应力所致。 11.较小的拉伸系数m意味着拉伸变形程度较大可以减 小拉伸次数,但同时便壁厚变薄程度增大,破裂更容易 12.回转体拉伸件毛坯尺寸的确定:板料 的形状和尺寸必须满足金属流动现象,一般确定原则是:板料形状和冲件形状相似,拉伸件表面积与板料表面积相等。 13.位伸系数总是小于1,且其值越小,变形程度越大。 14.宽凸缘筒形件的拉伸系数取决于凸缘的相对直径d凸/d,拉伸件的相对高度h/d和相对圆角半径r/d。 如果拉伸件的相对宽度h/d小于表中的h/d则可一次拉伸成形,否则,需多次拉伸。 15.a.为避免危险断面处破裂,第一次拉伸就应使凸缘直径达到最终值。b.为了使后次拉伸凸缘直径保持不变,首次拉入凹模的板料应比制件最后实际所需板料多3%-5%(拉伸次数多取上限,拉伸次数少取下限)以上为宽凸缘圆向形件拉伸应遵循的规律。 16.对于中小型制件(d凸< 17.对于大型制件(d凸> 18.对于半球形件,根据拉伸系数的定义其拉伸系数为m=0.707,是一个与零件直径无关的常数,并大于圆筒形件的极限拉伸系数。 19.对于盒形件拉伸时: a.圆角拉伸时,材料向直边流动,并随圆角半径增大面增大 b.前几道工序为圆筒拉伸 高、方形制件多次拉伸时无拉成椭圆。 20.橡皮压边装置及弹簧压边装置通常只适用于浅拉伸。
九、成形工艺 1.内孔翻边:把预先在平面上加工的圆孔周边翻起扩大,使之成为具有一定高度的直壁孔部的成形工艺,又称翻孔。 2.内孔翻边变形机理:翻边成形时,材料的切向拉伸为主要变形材料的转移主要靠厚度的变薄来补偿。 3.影响翻边系数(翻边前孔径 do/翻边后D)因素: a.材料种类及其力学性能:材料塑性越好极限翻边系数越小。 b.预制孔的孔口状态:如采用冲孔后直接翻边,应将冲孔后带有毛刺的一侧放在里层。 翻边从下向上 c.材料的相对厚度(t/D越大翻边系数越小 d.凸模形状:球形锥形、抛物线形的凸模比圆柱平底凸模小。 4.胀形:指的是在板料或制件的局部施加压力,使变形区内的村料在拉应力作用下,厚度变薄表面积增大,以获得具有凸起或凹进曲面几何形状制件的成形工艺。 5.胀形破裂总是发生在材料厚度变薄最大的部位 6.缩n工艺的主要问题:防止起皱和弯曲变形采用支承。 7.当制件表面单面不许有压痕时,可采用一面平板一面齿板的校平模。 8.按照旋压前后材料壁厚的变化与否旋压分为不变薄旋压和变薄旋压。 9.旋压变形特点:旋压时,沿轴线运动赶棒在旋转的坯料面上形成螺旋形的碾压接触轨迹。使接触点处的板料毛坯在赶棒接触力的作用下产生局部塑性变形。同时,毛坯还在赶棒压力作用下沿加压方向倒伏。 板料的冲压成形性能 板料对各种冲压成形加工的适应能力称为板料的冲压成形性能。具体地说,就是指能否用简便地工艺方法,高效率地用坯料生产出优质冲压件。冲压成形性能是个综合性的概念,它涉及到的因素很多,其中有两个主要方面:一方面是成形极限,希望尽可能减少成形工序;另一方面是要保证冲压件质量符合设计要求。下面分别讨论。 一、成形极限 在冲压成形中,材料的最大变形极限称为成形极限。对不同的成形工序,成形极限应采用不同的极限变形系数来表示。例如弯曲工序的最小相对弯曲半径、拉深工序的极限拉深系数等等。这些极限变形系数可以在各种冲压手册中查到,也可通过实验求得。 依据什么来确定极限变形系数呢?这要看影响成形过程正常进行的因素是哪些。冲压成形时外力可以直接作用在毛坯的变形区(例如胀形),也可以通过非变形区,包括已变形区(例如拉深)和待变形区(例如缩口、扩口等),将变形力传给变形区。因此,影响成形过程正常进行的因素,可能发生在变形区,也可能发生在非变形区。归纳起来,大致有下述几种情况: 1.属于变形区的问题 伸长类变形一般是因为拉应力过大,材料过度变薄,局部失稳而产生断裂,如 胀形、翻孔、扩口 和弯曲外区等的拉裂。压缩类变形一般是因为压应力过大,超过了板材的临界应力,使板材丧失稳定性而产生起皱,如缩口、无压边圈拉深等的起皱。 2.属于非变形区的问题 传力区 承载能力不够:非变形区 作为传力区时 ,往往由于变形力超过了该传力区的承载能力而使变形过程无法继续进行。也分为两种情况: 1)拉裂或过度变薄;例如拉深是利用已变形区作为拉力的传力区,若变形力超过已变形区的抗拉能力,就会在该区内发生拉裂或局部严重变薄而使工件报废。 2)失稳或 塑性镦粗 : 例如扩口和 缩口工序是利用待变形区作为压力的传力区,若变形力超过了管坯的承载能力,待变形区就会因失稳而压屈,或者发生塑性镦粗变形。 非传力区在内应力作用下破坏 :非变形区不是传力 区时,由于变形过程中金属流动的不均匀性,也可能产生过大的内应力而使之破坏。根据发生问题的部位不同,可分为: 1)待变形区拉裂或起皱:例如在盒形件的后续拉深工序中,待变形区金属流入变形区的速度不一致,靠直边部分流入速度快,角部金属流入速度慢。在这两部分金属的相互影响下,直边部分容易发生拉裂,角部则容易沿高度方向压屈起皱。 2)已变形区拉裂或起皱:如薄壁件反挤时,若金属从变形区流到已变形区的速度不均匀,则速度 快的 部位易因受 附加压应力而起皱,速度慢的部位易受附加拉应力的作用而开裂。 综上所述,不论是伸长类还是压缩类变形,不论问题发生在变形区还是非变形区,其失稳形式无非两种类型: 受拉部位 发生缩颈断裂,受压部位发生压屈起皱。为了提高冲压成形极限,从材料方面来看,就必须提高板材的塑性指标和增强抗拉、抗压的能力。 二、成形质量 冲压零件不但要求具有所需形状,还必须保证产品质量。冲压件的质量指标主要是厚度变薄率、尺寸精度、表面质量以及成形后材料的物理力学性能等。 金属在塑性变形中体积不变。因此,在伸长类变形时,板厚都要变薄,它会直接影响到冲压件的强度,故对强度有要求的冲压件往往要限制其最大变薄率。 影响冲压件尺寸和形状精度的主要原因是回弹与畸变。由于在塑性变形的同时总伴随着弹性变形,卸载后会出现回弹现象,导致尺寸及形状精度的降低。冲压件的表面质量主要是指成形过程中引起的擦伤。产生擦伤的原因除冲模间隙不合理或不均匀、模具表面粗糙外,往往还由于材料粘附模具所致。例如不锈钢拉深就很容易有此问题。
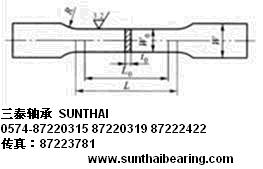
板料冲压成形性能试验 一、板料冲压成形性能试验方法 板料冲压性能试验方法通常分为三种类型:力学试验、金属学试验(统称间接试验)和工艺试验(直接试验)。其中常用的力学试验有简单拉伸试验和双向拉伸试验,用以测定板料的力学性能指标;金属学试验用以确定金属材料的硬度、表面粗糙度、化学成分、结晶方位与晶粒度等;工艺试验也称模拟试验,它是用模拟生产实际中的某种冲压成形工艺的方法测量出相应的工艺参数。例如 Swift的拉深试验测出极限拉深比 LDR ; T ZP试验测出对比 拉深力的 T 值; Erichsen 试验测出 极限胀形深度 Er 值;K.W.I扩孔试验测出极限扩孔率λ等。下面仅对板材简单拉伸实验进行介绍。 (二)板材拉伸试验 板材的拉伸试验也叫做单向拉伸试验或简单拉伸试验。应用拉伸试验方法,可以得到许多评定板材冲压性能的试验值,所以应用十分普遍。 由于试验目的不同,板材冲压性能评价用的拉伸试验方法和所得到的试验值均与为评定材料强度性能的拉伸试验有所不同。简单介绍如下:
试验设备:拉力试验机(机械式或液压式)。 试验时,利用测量装置测量拉伸力P与拉伸行程(试样伸长值)ΔL,根据这些数值作出s-d曲线。(图2)。试验可以得到下列力学性能指标:
1)屈服极限ss或s0.2; 2)强度极限sb; 3)屈强比ss/sb; 4)均匀伸长率du ; 5)总伸长率d; 6)弹性模数E; 7)硬化指数n; 8)厚向异性指数g 三泰轴承 SUNTHAI 0574-87220315 87220319 87222422 传真:87223781 www.sunthaibearing.com |
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
 图
图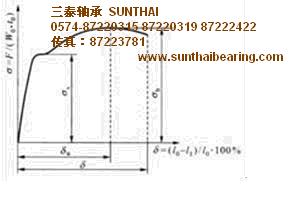 图
图电话:0574-87220315 87220319 87220519 13065807009
传真:0574-87223781
www.sunthaibearing.com web@sunthaibearing.com
| 【文字显示:大 中 小】【打印】 【关闭】 |

