
滚动轴承零件 工程塑料保持架 技术条件 轴承行业国家标准:JB/T 7048—2002 |
滚动轴承 工程塑料保持架 技术条件 1 主题内容与适用范围
3. 2 术语 4. 3 保持架注射成型加工时,模具必须加热,温度控制在80~90℃。
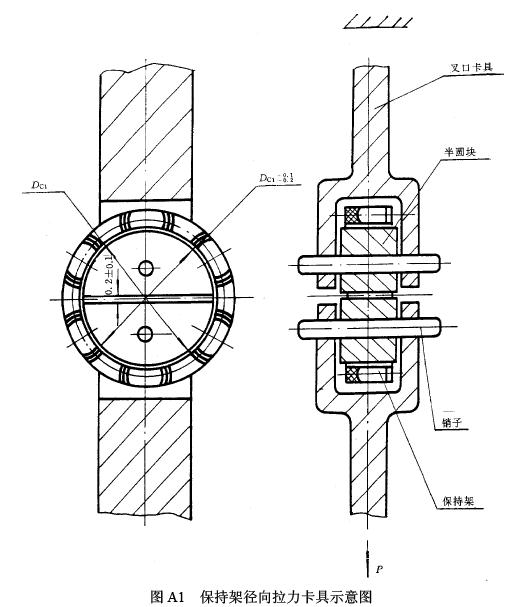
5 检查方法 7 标志、包装、运输、贮存 附 录 A 保持架径向拉伸强度试验方法(补充件) A1 试验设备及拉力卡具 A1. 1 拉力试验机 示值误差不超过1%,保持架径向拉伸断裂负荷应在试验机的刻度范围15%~85%之间,拉伸速度10±5 mm/min。 A1. 2 拉力卡具 拉力卡具是由拉力叉、销子、两半圆块(或两半圆锥块)组成,见图A1。保持架内径几何形状不
A2 保持架试样的状态及试验环境
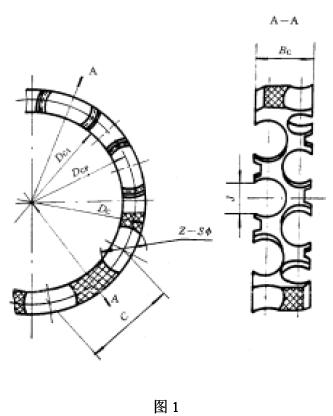
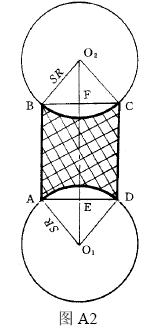
其中 A5. 2. 2 圆柱滚子轴承保持架S 按式(A3)计算(见图A2)。
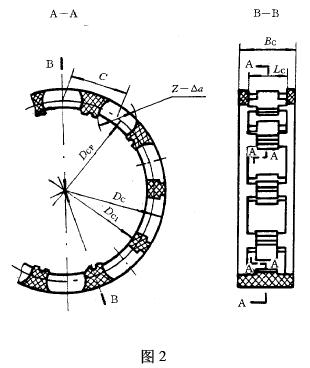
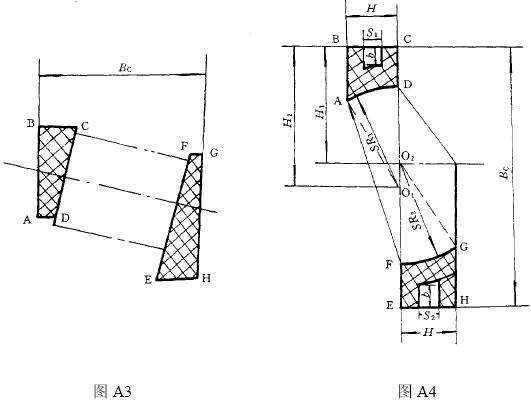
A5. 2. 3 调心滚子轴承保持架S 按式(A4)计算(见图A3)。 A5. 2. 4 角接触球轴承保持架S 按式(A5)计算(见图A4)。
式中:S 扇=αSR / 2 其中α =π /180 arcsin B / SR
宁波三泰轴承有限公司 总机电话:0574-87223344 87222434 87220319 87220519 采购部电话:0574-87221977 传真:0574-87223781 E-mail:web@sunthaibearing.com |
| 【文字显示:大 中 小】【打印】 【关闭】 |

